回転機械
設備の高効率化と回転数との共振
最近、「稼働中の設備から、長時間にわたり大きな振動値が検出されたが、
現在は落着いている」等の報告を受けて診断をしてみると、
運転記録から振動値の大きかった回転数が割出され、
部品の固有振動数が回転数と一致した時の共振現象と診断されるケ-スが多くなっています。
この様な事象には、現地で共振周波数の調査・割出しを行って加振力の低減に努めると共に、
構成部品の剛性を高め共振点を遠ざける解決策を取ります。
設備の高性能化に伴い、機械の負荷変動を広範囲な回転数制御で対応させるのが主流となり、
回転機械を構成する使用部品にも共振周波数から遠ざける配慮が必要です。
設備の剛性は、軸、軸受台、基礎及び基礎架台等がそれぞれの剛性を持ちそれらの合成は設備全体の剛性となっています。
これらの構成要素の一つが劣化した時、全体の剛性も低下し、その結果軸の危険速度にも影響します。
共振周波数の調査方法
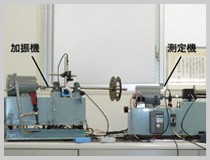

2chFFTアナライザーを用いたハンマーリング加振法で振動モード求めます。
構造物の固有振動数調査には、インパルスハンマーを用い周波数特性、伝達関数、振動モード解析、共振点探索等を手軽に解析します。
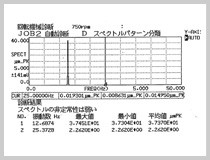
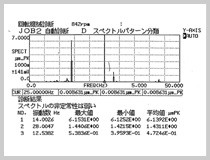
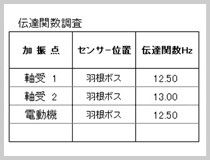
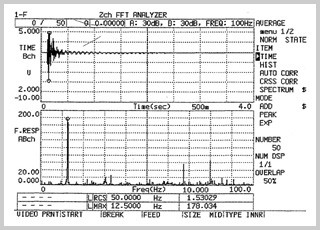
軸受1~羽根車ボス間の伝達関数調査(図1)から、存在する振動数は【1】12.50Hzであり、この振動数を設備に与えた時の共振状況を調査しました。機械の持つ固有振動が、回転数との共振により過大な振動となる様子、又この共振から抜出した時点での様子を三次元表示で測定し比較しています。(図2)
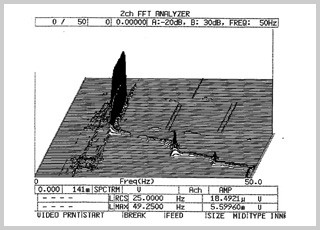
共振を三次元表示
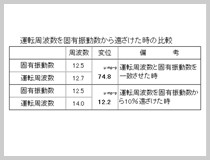
12.7Hz・25.4Hzでの共振が見受けられ振動値測定では、 下表のように過大な振動となるが運転周波数を10%遠ざけることにより変位量は大幅に減少します。(中央表)
| 運転周波数と固有振動数を一致させた時 | 74.8μmp-p |
|---|---|
| 運転周波数を固有振動数から10%遠ざけた時 | 12.2μmp-p |